羅茨風機振動、發熱、異響故障原因分析及處理方法
文章出處:羅茨風機廠家
發布時間:2024-07-26
點擊數:
羅茨風機振動、發熱、異響故障原因分析及處理方法羅茨風機普遍應用于石油化工、電力冶金、礦山建材、化肥造紙、污水處理以及輕紡加工等行業。在羅茨風機的運行過程中經常出現振動、發熱、異音問題,本文分享討論這些問題出現的原因及處理方法。
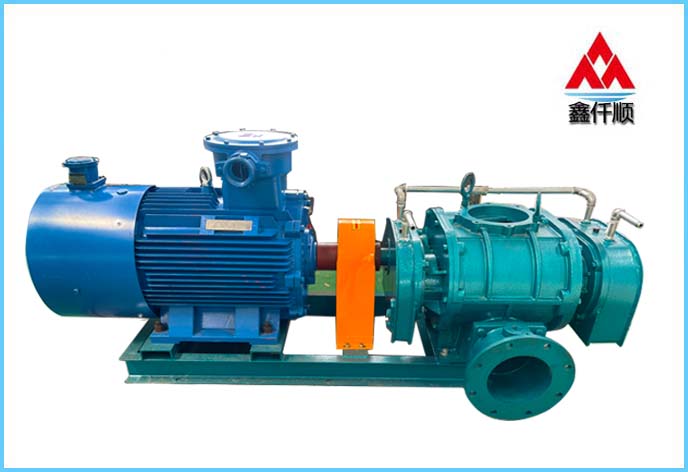
1羅茨風機的結構和原理
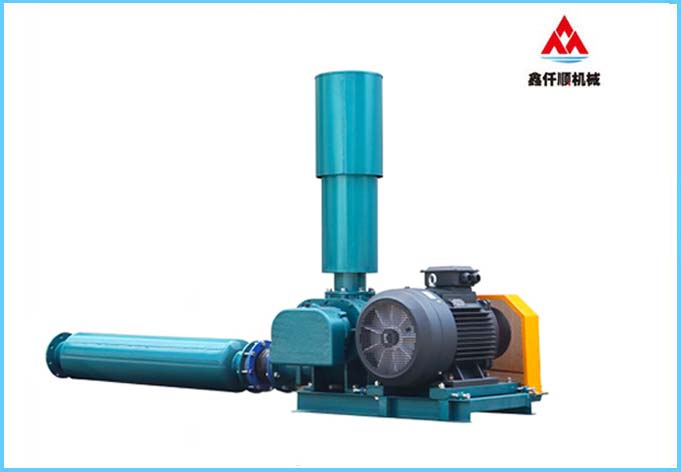
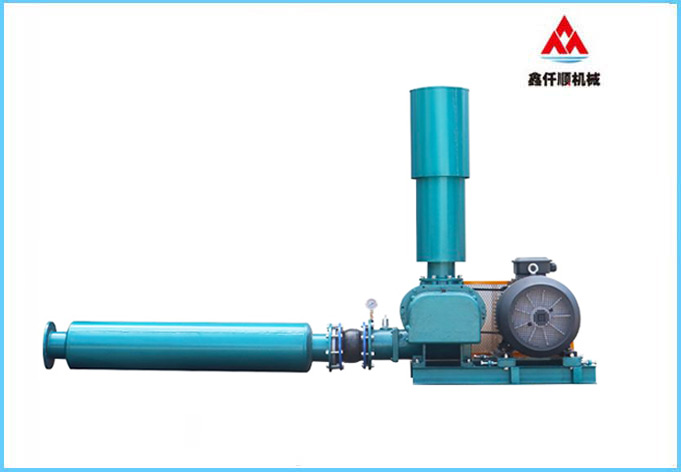
羅茨風機主要由機殼、墻板、葉輪、進出口消聲器等4大部分組成。
機殼:主要用來支撐墻板、葉輪、消聲器和固定的作用。
墻板:主要用來連接機殼與葉輪,并支撐葉輪的旋轉,以及起到端面密封的效果。
葉輪:是羅茨風機的旋轉部分,分兩葉和三葉,現在由于三葉的比兩葉的出氣脈動小、噪聲小,運轉平穩等很多優點,已逐漸代替兩葉羅茨風機。
消聲器:用減小羅茨風機的進、出由于氣流脈動產生的噪音。
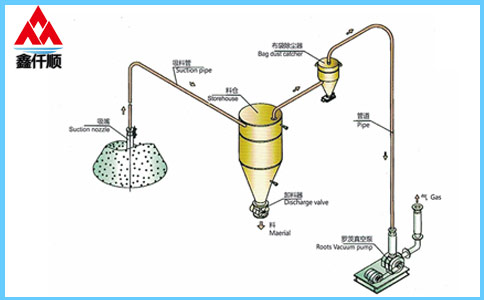
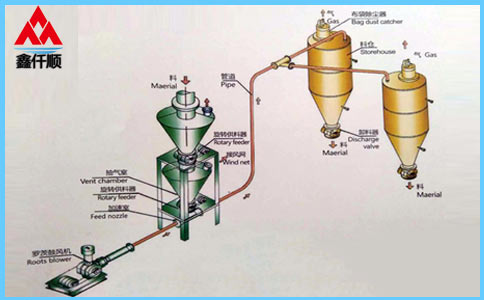
羅茨風機是通過葉輪軸主動齒帶動從動齒同步相向旋轉,從而使兩葉輪之間和葉輪與墻板,葉輪與機殼之間皆具有適當的工作間隙,形成吸氣和排氣腔體。通過風機轉子旋轉,形成無內壓縮地將機體內氣體由進氣到排氣腔后排出機體,以達到鼓風目的。
為了保證羅茨風機的正常運轉,必須使兩葉輪之間、葉輪與墻板之間、葉輪與機殼之間均保持一定的間隙。
若間隙過大,會出現被壓縮出去的氣體通過間隙部分倒流回來,造成風機作功損耗,通常會顯現出來的問題是不便于調節。
若間隙過小,則由于轉子、機殼受熱膨脹,可能導致兩葉輪之間、葉輪與墻板之間、葉輪與機殼之間出現相互摩擦現象,造成機殼與轉子的磨損電機負載增大。
2
羅茨風機振動、發熱、異響原因分析
羅茨風機主要由雙列角接觸球軸承、齒輪副、八字葉輪、墻板、機殼等部件組成,其產生振動、發熱、異音的主要原因是其主要部件在裝配中因加工誤差或裝配不到位所產生的。
1)齒輪副
羅茨風機的運行是依靠主動齒帶動從動齒同步相向旋轉,帶動葉輪旋轉從而實現鼓風作用。因此,齒輪副中心距、齒輪箱軸孔中心距加工產生的形位誤差是造成羅茨風機振動、發熱、異音的主要原因。
2)軸承軸向游隙調整不到位、軸承座磨損造成風機振動
當發現風機振動突然增大時,首先用聽音棒聽軸承轉動是否有異音,軸承室是否發熱,軸承軸向間隙是否調整合理。這幾點問題均會影響風機振動。
3)葉輪
羅茨風機的兩葉輪相互之間、葉輪與墻板之間以及葉輪與機殼之間均應保持一定的間隙,以保證羅茨風機的正常運轉。通常在維修過程中用塞尺進行間隙測量會發現間隙過小,主要是檢修人員沒有對從動齒輪齒輪圈與齒輪轂之間的定位銷進行調整,出現定位作用失效,從而導致風機的振動、發熱等異常情況的出現。
3振動、發熱、異響的處理方法
1)解決羅茨風機齒輪副中心距偏差與齒輪箱軸孔中心距偏差的方法
雖然通過測量和理論性的推算驗證了這種誤差的存在,但是由于設備制造中已經確定了羅茨風機齒輪中心距之間的配合偏差、齒輪軸線平行度誤差、齒輪箱軸孔中心距偏差以及齒輪箱軸孔軸線平行度誤差,因此在維修中無法調整誤差。解決這些誤差只有成對更換風機齒輪、葉輪軸,降低或消除齒輪齒側間隙,消除此類故障。
2)軸承軸向游隙調整不到位、軸承座磨損造成風機振動的解決方法
首先要檢查軸承滾動體、彈道的磨損情況,再對滾動軸承游隙進行測量,看是否存在軸承軸向定位不佳,通常對軸承端蓋加減墊子壓鉛的方法來調整軸向間隙。若均在標準值范圍內,取下軸承檢查軸承是否存在跑外圈情況,若發現軸承室有磨損痕跡,可使用環氧樹脂、配一定量的鄰苯二甲酸、乙二胺進行粘接固定,可以消除此類故障。
3)通過調整從動齒定位銷位置來實現葉輪、墻板、機殼之間的間隙調整的方法
從動齒輪是由齒輪圈和齒輪轂組成,從動齒上的定位銷就是為了調節間隙而設計的。檢修羅茨風機時,在安裝齒輪副前不要固定從動齒輪的齒輪圈與齒輪轂之間的定位銷,先把從動齒輪裝入風機中。
此時主動齒輪與從動齒輪配合通過聯軸器手動盤車,調整齒輪副間隙以及之間葉輪的間隙,待間隙調整好后,將從動齒輪的齒輪圈與齒輪轂鎖緊螺栓緊固,整體從設備中拆除,重新選擇定位孔位置配鉆,此時得到的定位孔才是風機目前的精確定位尺寸。
安裝后可將兩葉輪傾斜45°將從動齒輪對準主動齒輪壓入軸上,依次裝入齒輪擋圈、齒輪墊圈和鎖緊螺母。進行盤車,若不能轉動,葉輪回轉再調整齒輪的位置,直到轉動靈活沒有刮蹭或死點。
此時緊固鎖緊螺母,并在兩葉輪之間用塞尺進行測量其間隙控制在30至60絲之間,再將從動齒輪的齒輪圈和齒輪轂用鎖緊螺母緊固后拆下,在車床上配鉆。這樣就能準確地確定齒輪副齒側間隙和葉輪之間的間隙,保證了葉輪與機殼、墻板之間的間隙符合設計標準。