羅茨風機維修老師傅講解羅茨鼓風機常見故障原因和解決方法介紹
文章出處:羅茨風機廠家
發布時間:2024-01-13
點擊數:
羅茨風機維修老師傅講解羅茨鼓風機常見故障原因和解決方法介紹,羅茨風機在現實的使用中,十分容易被周圍的環境影響,從而產生故障。而羅茨風機維修行業沒有統一的標準,十分混亂,百分之八十的用戶對于維修項目不了解,只有良心做秤,沒有市場監管。因此,如果遇到羅茨風機故障,大家最好要懂羅茨風機這個東西,以免造成不必要的麻煩和損失。以下給大家總結了羅茨風機常見的故障原因和解決方法,可以參考一下。
正規羅茨鼓風機維修到底有啥不一樣?羅茨風機維修陷阱對比便知
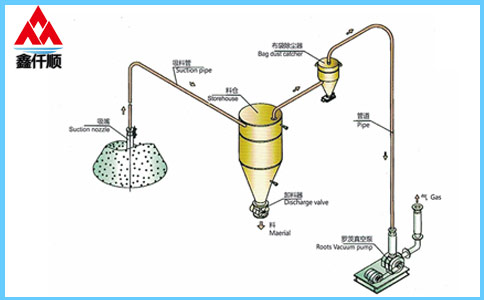
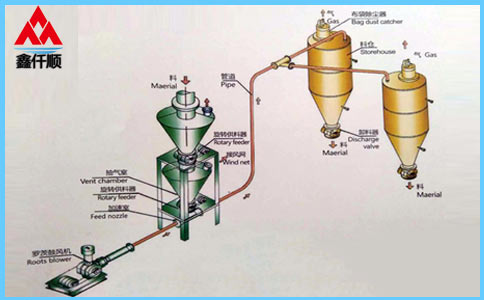
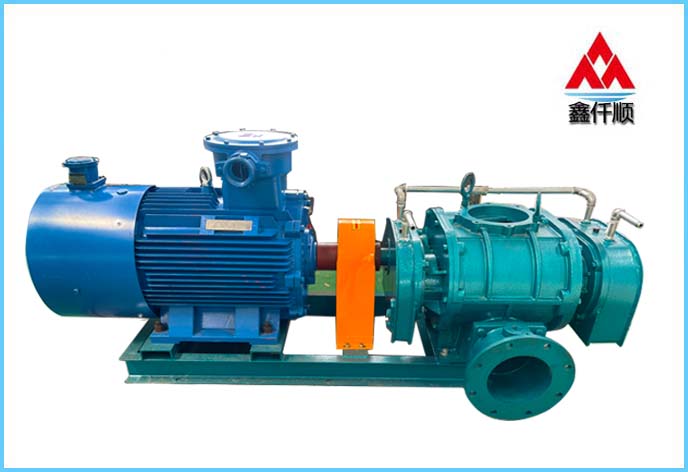
一、羅茨風機工作原理
羅茨風機是一種容積式回轉高壓風機,以發明人美國羅茨兄弟的姓氏命名。羅茨風機有兩個轉子,在電機帶動下,兩個轉子會相向轉動,當轉子轉過進氣口之后,兩個轉子和墻板及機殼之間會形成一個密封的腔室,轉子繼續轉動,密封腔室里面的空氣會被壓入排氣口,如此反復經過進氣口和排氣口,可以不斷地將外界空氣吸入又排出。兩轉子相互之間、兩轉子與機殼及側蓋板之間,既要保證相互不發生碰撞,又要保證不因間隙過大影響效率。兩轉子運轉中始終保持微小間隙,使排出的氣體盡量不返回進氣室。
其特點為輸出的風量與回轉數成正比,當風機出口壓力變化時,輸送的風量并沒有顯著變化。羅茨風機有較高的壓強,壓力在一百千帕以下時,效率遠超空壓機,用途非常廣泛,是污水處理、氣力輸送、曝氣增氧重要氣源設備。
二、羅茨風機常見的故障類型
根據我們錦工多年維修經驗總結,羅茨鼓風機故障的常見原因主要包括斷軸、軸承損壞、機組振動大、轉子卡死、軸封泄漏等等。
1、羅茨風機故障原因分析
轉子與機殼或轉子間摩擦是羅茨鼓風機的常見問題,若在運轉中顯示此問題,可能有著比較嚴重的機械振動與噪音。羅茨鼓風機經過較長時間停機后,頻頻出現葉輪卡澀的現象,錦工風機把問題的主要原因梳理為以下幾大類。
(1)轉子分葉、合葉間隙有問題
轉子的分葉、合葉間隙有問題,運轉中分葉、合葉間隙發生改變。兩轉子在低速轉動的時候會出現撞擊,導致轉子間摩擦甚至卡阻。
一旦運轉中出現此機械故障,會使兩轉子間或轉子與機殼出現撞擊,發出強力的撞擊聲;產生振動變大,甚至能引起基礎產生振動;同時摩擦部位溫度在短時間內升高,甚至出現機殼發熱燒紅現象。
(2)軸承損壞
風機運行工況差、油封損壞、裝配間隙超標等都會導致軸承損壞,而軸承損壞會造成溫度升高,軸承座溫度也會增加,嚴重時會使軸承座變形。
特別是軸承內外圈抱死時,軸承座與側蓋板受到較大的額外力,溫度也會很高,軸承座與側蓋板受熱不均,嚴重時造成側蓋板變形,出現裂紋。
軸徑磨損,使軸與軸承內圈間隙過大,軸承座磨損使軸承座與軸承外圈間隙過大,都會造成轉子卡澀或摩擦。特別是皮帶連接的風機,主動軸由于受皮帶拉力的作用,致使軸承座單向受力較大,容易出現皮帶側主動軸的軸承座單邊磨損。
(3)齒輪磨損
齒輪磨損,齒輪側間隙增大,將造成兩轉子位置發生變化,使主動轉子與從動轉子之間合葉間隙變小、分葉間隙增大,引起兩轉子互相碰撞、摩擦。
(4)轉子或殼體變形
如果轉子或者殼體變形,會使轉子外徑與機殼的間隙過小,造成轉子摩擦和卡澀。
轉子端面與側蓋板間隙小
如果轉子與側蓋板間隙過小,有雜物擠進轉子與側蓋板間;或軸向定位軸承磨損后,轉子的軸向竄量變大,都造成轉子與側蓋板發生摩擦,引起轉子卡澀。
2、羅茨風機故障處理方式
(1)調節分合葉間隙
用塞尺檢查轉子分、合葉間隙值,使其在標準范圍內。檢查調節間隙的背帽與螺栓,保證其完好性。
要求:分葉間隙占總間隙的 1/3,但不小于 0.15mm;合葉間隙占總間隙的 2/3,且要大于齒輪側隙 1.5 倍。
合葉為主動轉子的嚙合面向被動轉子有靠近的趨勢;分葉為主動轉子的嚙合面向被動轉子有遠離的趨勢。若轉子分、合葉間隙不合適,可調整齒套與輪轂或齒輪與軸的周向相對角度。
轉子分葉、合葉的調整是羅茨風機檢修的關鍵部分,直接決定著檢修質量的好壞。不同類型的羅茨風機,有不同的調節形式。軸與齒輪為錐型無鍵連接時,一般通過調節軸與齒輪周向相對位置;軸與齒輪為鍵連接時,一般通過調節從動齒輪與輪轂的相對位置。
風機正常運轉過程中,隨著齒輪磨損,間隙都會地發生變化,其中合葉間隙趨向減小,分葉間隙趨向增大。在調整兩葉輪的工作間隙時,應預先將合葉間隙適當調大,一般合葉間隙是分葉間隙的 2 倍。
葉輪間隙調整時,首先將葉片轉到與水平方向呈 45° 的位置,此時兩葉輪的間隙即為分葉或合葉間隙。
現場調節時,一般用同樣厚度的塞尺固定在兩轉子間,并將兩轉子固定,再裝入主動齒輪,并將從動齒輪的標記對準主動齒的標記壓入軸上,依次裝上齒輪擋圈,止動墊圈和緊固螺帽。調整好后再用塞尺測量分葉間隙與合葉間隙的實際大小,如不合適重新調整,直到符合標準。
(2)更換軸承
檢查側蓋板是否變形有裂紋。變形不嚴重,可打磨高點;變形嚴重則更換側蓋板;如有裂紋,可進行補焊。
檢查軸承座與軸徑是否磨損。如果軸磨損,一般進行補焊;如果軸承座磨損,單獨的軸承座一般更換新件,不進行修理;軸承座與側蓋板為一體時,則補焊軸承座,使其配合間隙達到技術要求。
(3)檢查齒側間隙,更換齒輪
用紅丹粉檢查齒輪嚙合部位的接觸面積。檢查齒側間隙的方法有打表法、塞尺法、壓鉛絲法。
標準要求:側隙 0.10~0.18mm、嚙合部位在齒面中部,齒表接觸面積沿齒高方向不小于 50%,沿齒寬方向不小于 70%。若檢測結果不符合要求,需更換齒輪。
(4)用塞尺測量轉子與殼體的間隙
轉子與殼體間隙的標準范圍為 0.3~0.6 mm。現場檢修時一般測量 6 點間隙,每個轉子的上下與水平方向,如圖所示。
變形較小可以進行打磨處理;變形較大或轉子與殼體出現裂紋,應及時報廢。
(5)清理轉子端面與側蓋板
用塞尺法檢測轉子端面與機殼的軸向間隙。定位端( 齒輪側)間隙d=0.1~0.2 mm,非定位端( 皮帶輪側)間隙c=0.3~0.5 mm,總間隙的標準是 0.4~0.7mm。
不同類型的羅茨風機在不同工況下端隙不同,現場檢修時按各自檢修標準調整。若單側間隙不合適,可通過加、減軸承調整墊片調整;若總間隙不合適,可通過加、減側蓋板結合面的調整墊片調整,但墊片厚度一般不超過 1mm。用推軸法測量轉子的軸向竄量,竄量標準 0.05~0.10mm, 若超過標準最大值的 1.5 倍,則更換軸承。
三、其他故障
羅茨風機有很多的優點,,雖然現在磁懸、空懸鼓風機開始慢慢興起,但其在水處理行業的應用依然是主流。
羅茨鼓風機的故障往往都是由多個復雜原因綜合形成的。用戶應該了解其常見故障,判斷是否維修方案是否合理,避免商家過度維修,就能大大縮短故障處理的時間,降低維修費用,保證設備安全、穩定、長周期運行。